


 通过认证
通过认证 





深圳某医疗公司委托科钛机器人针对原材料和成品的运输进行自动化搬运的规划及实施。本项目需满足成品仓、原料仓、生产车间的物料配运需求。
该套系统实现了“工业4.0”和“中国制造2025”的先进生产概念,是智能工厂、智能生产、智能物流的重要组成部份,极大地提升该医疗公司的企业形象。
行业痛点:
作为高精尖的医疗企业,每天依旧被老旧的仓储管理系统所困扰;白夜班员工作息颠倒,身心俱疲;高频次作业车间通道拥堵混乱,效率低下;如何实现仓储运输自动化,树立企业技术、管理高尖的形象。
实现以下企业目标:
解决方案:
项目厂区现场部署2台IGV智能移动机器人应用系统,实现自动化物流功能,按需有序地安排物料补给计划,为产线提供自动化、高频次的物料补给功能,达到改善现场的物流交叉现状和增效减员的目标。
解决方案成果:
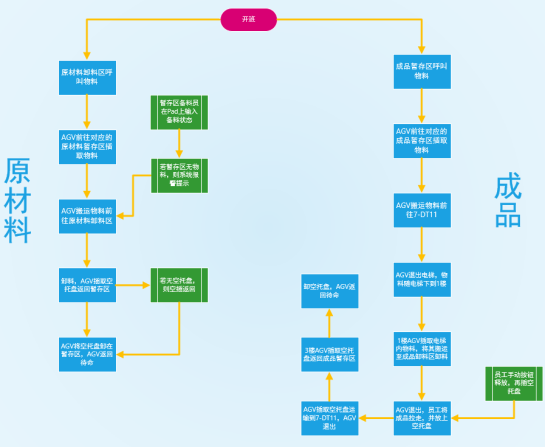
该医药企业导入2台AGV后,原有白夜班共10人,现留下2人备料员、维护人员,节省12人力成本。实现了业务流程:
|
1 |
完成原材料暂存区往监护车间送料自动化 |
|
2 |
完成原材料暂存区往麻醉车间送料自动化 |
|
3 |
完成原材料空托盘返回自动化 |
|
4 |
完成监护成品暂存区往1楼监护仓库送料自动化 |
|
5 |
完成麻醉成品暂存区往1楼麻醉仓库送料自动化 |
|
6 |
完成1楼成品仓库往3楼产线送料自动化 |
|
7 |
完成电梯交互使用功能 |
1.智能化
所有AGV搬运的物料均与ERP系统交互,信息流完善,可追溯
2.操作简单
操作员工只需在配置的PAD面板、呼叫盒上动动手指按键即可下发指定任务
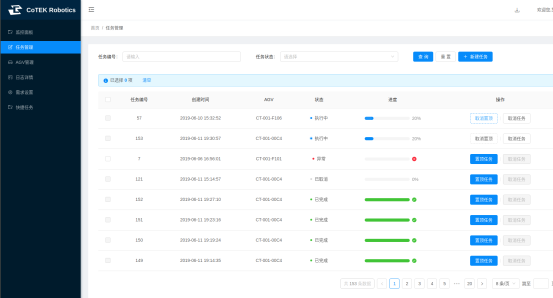


3.管理方便
管理人员可通过电脑、手机、PAD等设备随时访问调度系统web端,查看所有AGV运行状态、任务进度等




